




That’s some great data and pictures, thank you and great job!
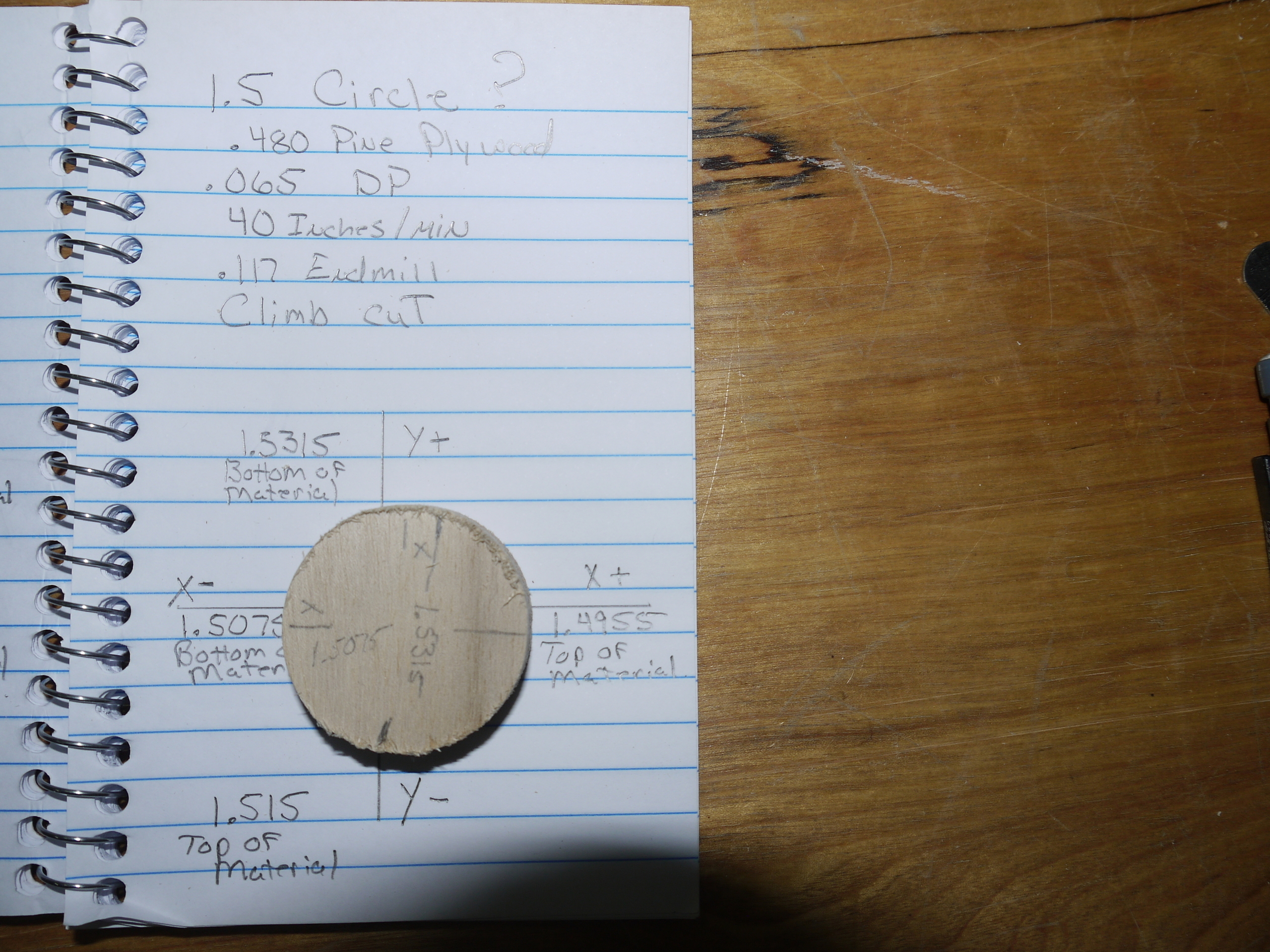
When you cut the circle, how thick is the actual path that the bit cuts? If there’s runout in the spindle, your .116" bit will be cutting a much larger path. I’m also interested in whether the path at the bottom is bigger than the path at the top, which you could determine by cutting the full circle out and measuring the top and bottom diameter of the circular piece of wood.
I’ll do some thinking on this, thanks again for the great info!
Ill cut some circles today and check that as well. What is your thoughts on the amount of movement at the bit ?
Ive been reading and have found that some say the grbl cant put enough voltage for 2-23 steepers to properly run them.
So no one post on your machine accuracy or lack of?
After getting my machine dialed in, I have found that it’s accuracy has exceeded that of the claimed specs by Inventables. Below are a few real world examples of it’s abilities. The accuracy was enough for a watch maker friend of mine to request a favor and so the first link is to that. All using Easel and the stock X-Carve.
https://discuss.inventables.com/t/tip-jar-bounty-500-claimed-by-sketch42-iphone-6-case/9122/21
And finally, I have a tool caddy that I made out of MDF that needed accurate holes for my bits to sit in.
Here is a pic of the holes I drilled using Easel.

These are just a few examples… the X-Carve, with it’s open ended path to modification tends to exceed my expectations pretty regularly and can achieve the kind of accuracy that you are looking for. Hang in there and it will pay off.
So 7 more hours today in trying to find out why my x can not cut a circle round.
the path at bottom is different here is a pic with measurements
.
So yesterday calibrated the x carve,for some reason is in inches not mm, and changing at the main screen does nothing for the calibration part. With that in mind i set out for 4 inches the $101 is now 39.995 and moves 4.0005 inches. The $100 is 39.970 and is now 4.000. So thinking last night it was the flex in the machine i thought i better try something that puts no strain on the rails, gantry or Z . After searching i found a pen holder and had that done in about a hour.
Now IM ready to see if its the flexing of the machine or something else.so what I have hear is a circle 1.5 inches that in V carve. I did one circle with a line, a circular array of the lines then did a linear array of copies so all are identical in every aspect. Now i did make a mistake and did to many lines, it was 2 lines, one on top of each other. I did not notice this untill it started to draw. You can see this in the bottom of the first row, the top and middle of the second row. This drawing was NO stopping no pause, no doing over it was from start to finish. This was done in V carve pro at 5 inches/min on the line path. Second thing is its smaller at 9&3 o-clock.

So why the 2 distinct lines? how can this be on some but not all?

Try something else. Start with a 6 inch circle and go down by 1/2 inch increments from there to a 1/2 inch circle. This was done at 10 inches/min on the line in V carve pro. I measured every point with calipers, took me from 4:08 to 4:36 to do the measurements. And still before and after EVERYTHING i did yesterday is still consistently off by .021 to .025!!! AT THE VERY LEAST the 4 inch should be dead on because of the calibration was done at 4 inches.
What can it be? Is this the best that the X carve can do? Is it the Ardrino or g shield? I really need to know because im ready to give up on the X carve.
Have you tried refreshing Easel or VCarve between $XXX adjustments? Also, are you telling it to cut on the line, or outside/inside?
I do. Ive had a few weird things happen before like X and Y zeros move from the night before to the next day.
I can draw pictures now! just not round parts.
Nice!
Im done! Gutting the g shield and ardrino.
@GiavonniPalombo I was going to wait to make this video, but I rushed the process this weekend in case it would help you. This is the process I use to calibrate the stepper motors using Easel.
Do you mean that you are going to scrap the electronics you have and move up to new break out board and stepper drivers that run using a will proven operating software such as linuxCNC or Mach3 or Mach4.
If that is the case then LinuxCNC is free and very well supported. There are several folk that have X-Carves that have converted.
Mach3 is also a well proven control software. It is a bit dated and the developers have moved to Mach4 so they no longer update 3. Mach3 is still available.
Mach4 is new on the market and does away with the use of the parallel port that both LCNC and mach3 use.
With all three you need a non lap top computer. LCNC and Mach3 need a parallel port, Mach4 does not.
Dave
Ariel, WA
Made up my mind this morning after checking the machine over ONE more time and running some test again. My plans of inlay are over, with the X carve. That was the first and most important thing in me purchasing the X carve.
Ive come to the realization that .020 to 0.26 off is the best the X carve can do. Use it for things that dont matter if its off, shop type things or that type stuff. Ill get back to making side money in the shop and then buy something more accurate( better than .020) and more dependable.
I will say ive learned a lot but I will never get a kickstarted build again.
Thank you guys that helped out, your time and effort.
Just for the ones who will say give it more time or its me. My time is worth more than taking this thing apart putting it back togther and do it again and again. I have NOT been able to start and finish a single project and call it a keeper. Well i know i have put more than 70 hours in adjustments, measuring, testing and cutting, 15 in building a torsion box table so it flat and level, and 20 in doing modifying for more rigidly X axis and Y axis bracing. 8 or more on phone calls to CS, at least 20 hours looking on different forums all for a slightly better tolerance.
I’m sorry that you had so many problems, but I can understand your frustration. I wish we had been able to help you figure out the problem, but you might want to consider storing the X-Carve for a few months while we get a little more experience with the different problems that come up. I would hate to see you get rid of it, and then find out a couple weeks later that part X is prone to fail.
I’m sorry again we couldn’t help you kick this problem’s butt, good luck with the next project you take on!
So frustrating. I’ve been following along in hopes of you finding a solution. It seems you’ve done everything. Even as a lurker I’m unsatisfied. You must be extremely frustrated.
If you ever figure something out I’d love to hear about it.
BTW Robert, your videos are awesome. I wish they existed when I built my ShapeOko 2 machine.
If I build an X-Carve, I will definitely use the tips and tricks you have suggested.
Following your tips, I feel anyone can build and operate a decent machine.
Thank you very much, I’m glad they have helped! That makes it worth the griping from the non-X-Carve owners who want me to do more videos without the X-Carve. 
Even on the big machining centers that is a problem. When a machining center is new, and dialed in, it may cut close to as round as a lathe. As the belts, ball screws and ball ways get worn it starts cutting more and more oval or square. The cutting oval at some where between 30 and 60 deg is normal when things get loose. The oval in the x and the y are probably a little different so when added up the oval cut is at an angle.
On the big industrial machining centers you check that the servos (or in this case steppers) are ok. Check that the motor couplings are ok and that they are bolted down solid. check that every thing in the ways is tight and solid. At that point you check and set your backlash numbers, then check and set your movement error numbers(in this case the step size would be as close as you can get to that). On the big machines, that is mostly all you can do, with out replacing the ball screws and ways.
Oh ya, spindle bearings also come into play. One trick that helps a bit, when money is tight and the owner wants to but off a rebuild(nearly always  is to cut the circle in one direction then cut it again in the other. The oval will shift 180 degrees, so things average out more roundish.
is to cut the circle in one direction then cut it again in the other. The oval will shift 180 degrees, so things average out more roundish.
Haven’t tried to tune in my xcarve yet. I don’t expect a lot from rubber belts and plastic Vs, but am hoping for much better then .026. On some of the machines at work we start looking at fixing them when things get more then .0002 out. I was kinda hoping for .005 or .007 on the xcarve.
So messing around again with my X. doing air carvings and .o63 deep cuts with a v cutter i noticed that when i home the machine the right side of the X axis is anywhere from a 1/4 inch to 1 inch further back on the Y axis rail. Is this why it can NOT cut a round circle or even draw one? So am i right in thinking its losing steps and racking the machine? What would cause this other than the usual? I checked the v wheels they’re good thumb tight but still turn, belts 3 1/2 lbs good, the machine is still square from front left to right rear and right front to left rear. Same number of teeth on the pulleys, Wires and connections are tight and good, pots are up, in the middle of not moving from low to thermal shutdown on the high side.