
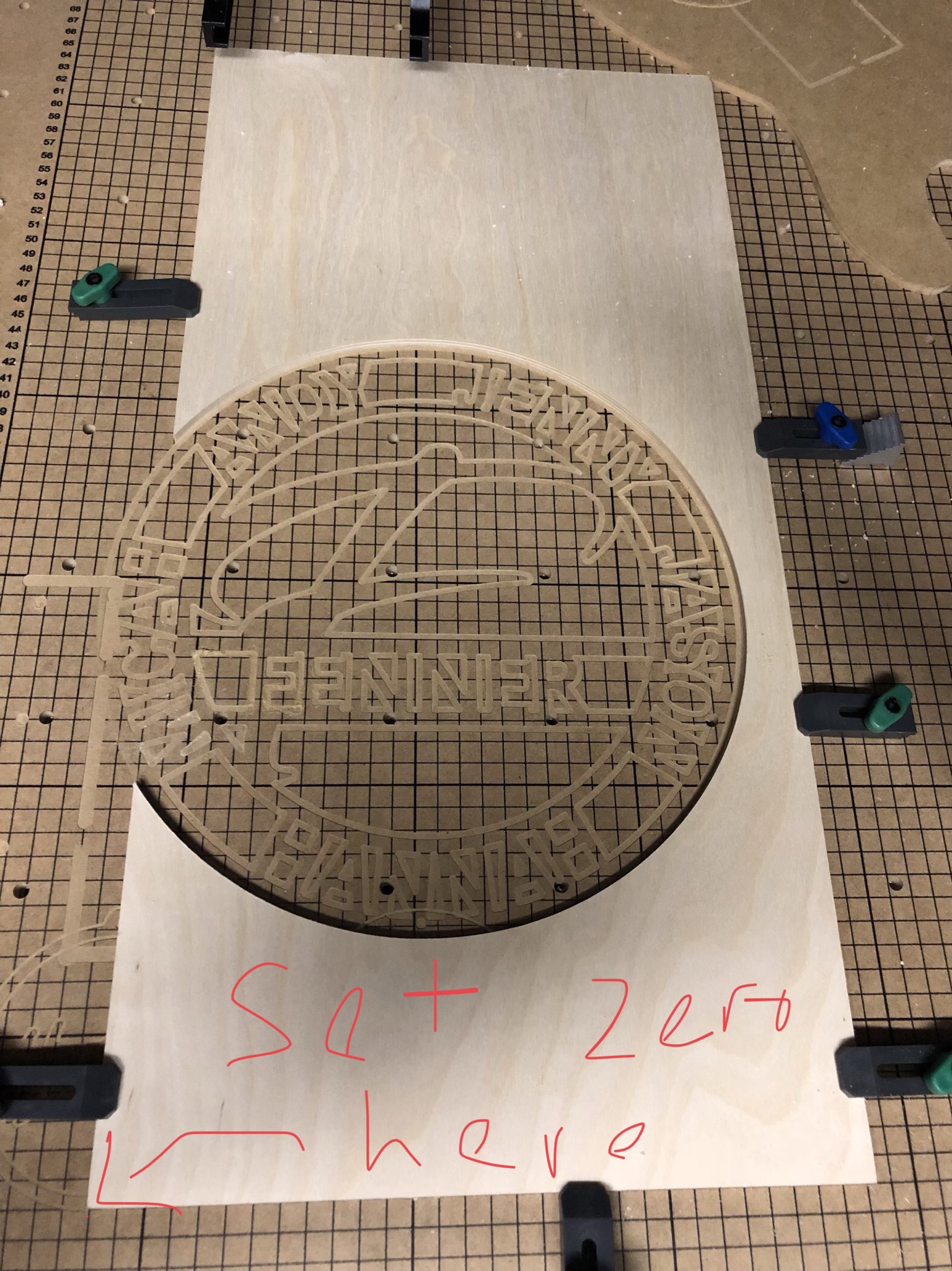
So I designed this in Aspire, exported the toolpaths and ran them in CNCJS. Everything cut exactly how I wanted with the exception of the starting point. I made the design on the bottom left of the material in the software and set the work zero at the bottom left corner of the material on the machine. Looks like about 3/4” to the left on the X and 3 1/4” north on the Y. Any idea what I could look at to fix this?

How did you set your zero?
Probably not correctly. I jogged the machine where I needed it, ran the z-probe and set g30 so I could return in case I screwed up. I’m sure I missed a command in there somewhere. I couldn’t find an obvious button in CNCJS to do it and was a little too anxious to think much further ahead.
This was my first non-Easel cut and GRBL commands are not second nature yet… still a bit confused about some of them.
G30 doesn’t set zero, but you can get back there.
You’ll want to send a G10 L20 P1 X0 Y0 (All on one line). I’m not on a computer right now, but there is an option, I believe, to zero XY in the axes control widget(upper right).
That zero will be your work zero until you change it.
1 Like
Thanks. I’ll give that a shot tomorrow when I get back out there. Ill hit the command reference also; I really want to understand what all the do.
Also, I saw the X0Y0 button there but when I hovered over it, it said return to X0Y0 so I made a poor assumption.
You are correct…that’s just a move to X0Y0.
You can just type the G10L20P1X0Y0 in the console, or, easier, you can use a macro.
https://discuss-assets.s3.amazonaws.com/original/3X/9/2/924330ef47186a6a5bf4dc4db8ed5ca5a6d7eb37.mp4
1 Like