We use cookies to personalize content, interact with our analytics companies, advertising networks and cooperatives, and demographic companies, provide social media features, and to analyze our traffic. Our social media, advertising and analytics partners may combine it with other information that you’ve provided to them or that they’ve collected from your use of their services. Learn more.
I’m working on milling a putter head from aluminum. It will have holes for tungsten weights for custom weighting. I created the model using Sketchup and created the toolpaths in Vcarve. Here’s a picture of the model from Vcarve:
Since the model is so thick I’ve purchased extra-long square-end mills (Search Results). I will use a Dewalt 611 spindle.
I also plan to stiffen the X-axis on my 50-cm X-Carve. I’ve tested the gcode from Vcarve using PicSender to send the file to the X-Carve (had to do this since I’m using the JTech GRBL) on wood and it seems to be working.
This is going to be the most demanding job I’ve ever run and I’m just wondering if anyone has any advice or suggestions to help me maximize the chances of actually being successful. Thanks in advance for any comments/suggestions.
Let me know how this works out. My long term goal with CNC is to make personalised golf clubs and golf stuff … but I am a ways off on the learning curve for that…
This was a two-step milling process. I started with a 1-1/2" x 1-1/4" bar of aluminum from here:
The putter head was designed using SketchUp. The .stl file was then imported into VCarve 8.5 to generate the toolpath gcode. I used this 1/8", 2-flute extra-long end mill (Search Results). Because the end mill was so long and relatively small diameter, I was conservative with the milling parameters. I ended up with these settings:
RPM - Dewalt setting 6
Feed rate - 30 IPM
Plunge rate - 15 IPM
Depth of Cut - 0.005"
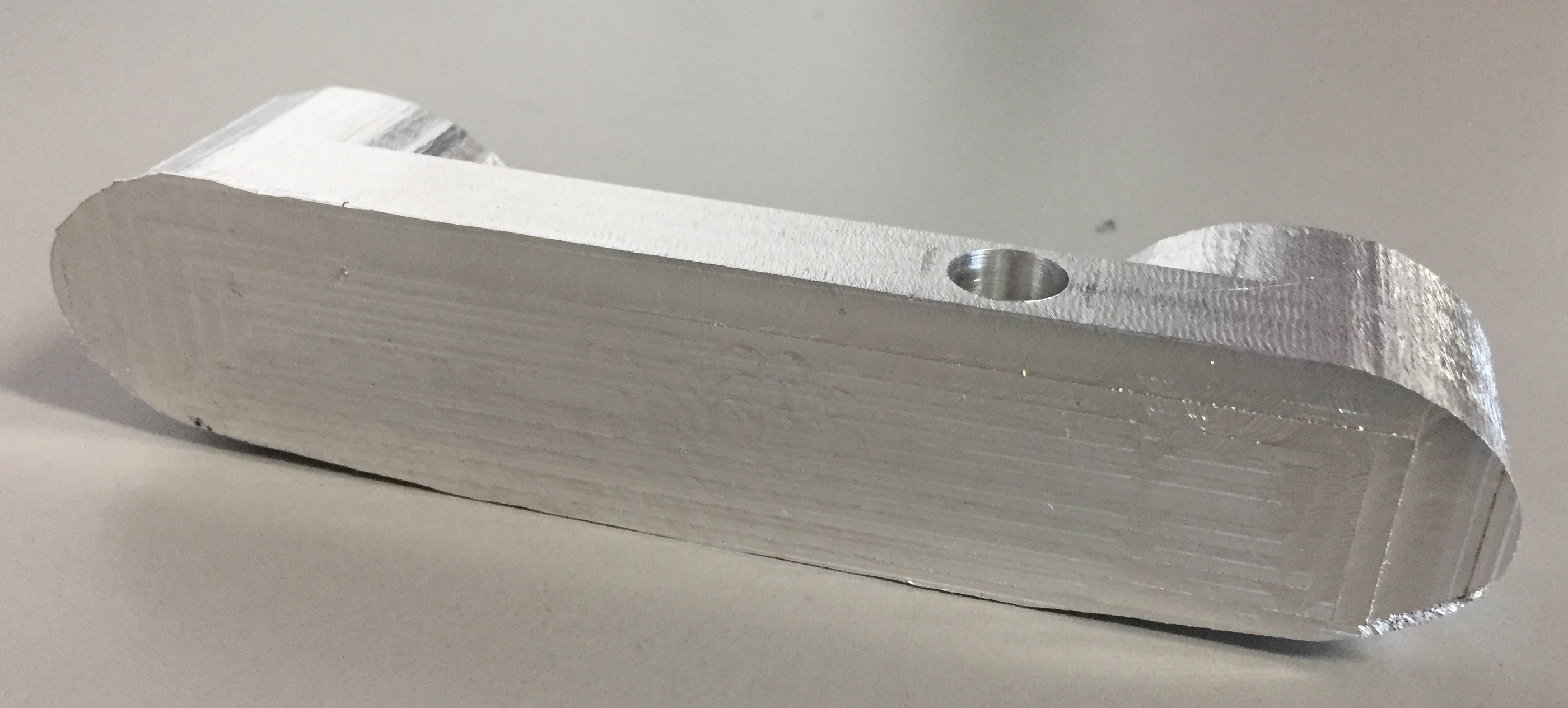
Since the head was thinner than the aluminum bar I started with I had extra material to mill on the top and bottom. Once finished in the first direction, I turned the piece over and milled down to create the face. For this pass I used this 1/4" end mill (Search Results with the same milling parameters. The small chips flew out nicely during the process and I didn’t use any lubricant. The edges of the face still need some finishing. The hole for the shaft was drilled on a press between the two milling passes.
All in all, I’m pretty happy with the result. However, I’m not convinced the Z-Axis is perfectly vertical. I need to check that out. Any suggestions would be appreciated.
Personally, I prefer this look and it makes it easier to drill the hole in the head since it goes in vertically. I did drill the hole 1.5 degrees off vertical leaning forward which will effectively give me that much loft at address.